
大家好,我是Karl,好久没有写稿了。近来一直都比较忙,日常工作也增加了不少。不过投稿还是要继续的。这篇文章就从我最近在忙什么跟大家详细地聊聊。若你们对此不感兴趣的话,可以直接看精简版的“3D打印机缩回校准部分”。
我在做什么?
首先,我一直体验包括《堡垒之夜》、《红色生死线2》在内的游戏以及其他一些随机游戏,并努力跟上我儿子的步伐。
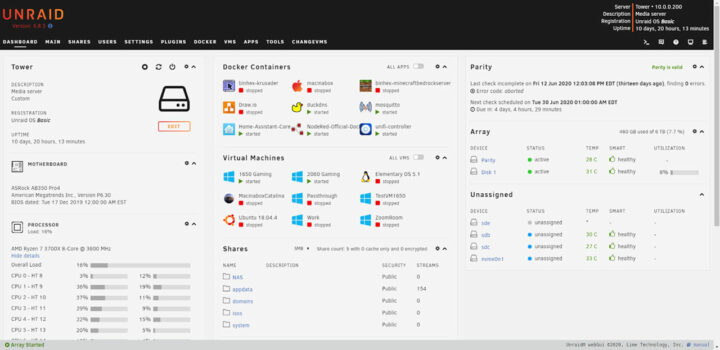
Unraid OS操作系统有很多的优点,它的Docker、VM’s和存储等很值得我们探索和学习。我有一个独立的NAS驱动器,能够将多个服务整合到一个盒子中,这让我对数据充满信心。
其次,我有一个小的windows盒子,它有一个可以运行Home Assistant和我的Unifi控制器的原子处理器。我的《Unraid》之旅最早始于我儿子对PC游戏的兴趣。当时,我不想买一台全新的电脑,于是便选择了“2个游戏1台电脑”的模式。现在,我可以在一个盒子里使用2个显卡来运行2台游戏机。此外,我还增加了一个SATA卡以及2个用于热插拔USB直通的USB PCIe板。但是,不通过一个完整的USB控制器进行控制是一件非常痛苦的事。
最后,我加了两个用于存储和奇偶校验的硬盘驱动器。
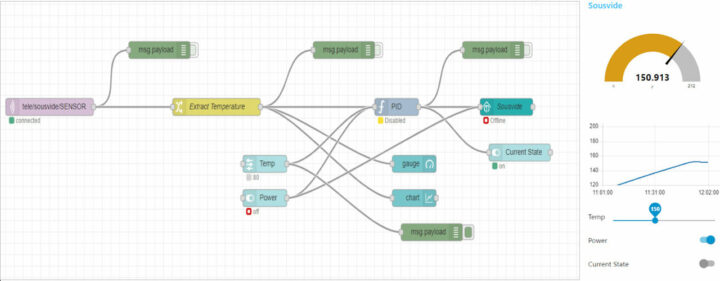
我一直在阅读和观看有关真空烹饪的文章,并亲手做了一个慢炖的真空烹饪机。虽然它缺少一个循环器,但似乎也有同样的效果。真空烹饪是在水浴中精确温度烹饪的方式。我把想煮的东西放在自封袋里并塞上了香料,随后煮了煮。我可不想花了100多美元买一台机器,结果还发现它不值这个价。因此,我就花了大约7美元买了一个温度传感器,配上已经有的Sonoff基本款,这样,它只需轻微超调,就可以实现绝大多数时候都保持在几度范围内,我对这个设置十分满意。
这个安装花费了我几个小时的时间,值得庆幸的是,我对结果非常满意。胡萝卜可能是迄今为止我最喜欢做的菜了。另外,我还做了些乡村风味的排骨和便宜的牛肉。这算是我一个较新的项目,所以没有做过多的实验。

最后,我对办公室进行了一番改造,并完成了一次大扫除。因为我是居家办公,并逐渐对工作空间感到不太满意。
墙上的钉板看起来不太专业。于是用Zoom进行替换,这样做的原因是觉得有义务对所有的通话进行录像。我现在有一些干净的墙壁,所以只需要因地制宜、有策略地安装我的相机就可以了,不必再依赖虚拟背景。
其实,我还有一些事情想做,但是我现在对办公室很满意就不废话了,开始谈正事吧。
3D 打印机缩回校准卷II

早在 2019 年 9 月,我就写过一篇题为“如何在3D打印机中轻松校准缩回”的文章,那是我第一次想到如何系统地找到最佳缩回设置的想法。本文对此进行了扩展。从那时起,我收到了很多反馈,并在测试方面获得了很多帮助。因为当时的电子数据表是过时的,使用起来也很困难。不过,电子数据表却奠定了基础和概念证明,并且此应用程序在这个基础上进行了扩展。我看到有些朋友有问题,但我对具体的事项不是很清楚。所以,我能做的就是让它更容易使用,并增加一些额外的功能。不过,这些额外功能是很难实现的。当然,如果使用谷歌插件的话也不是不可能。
校准生成器-这是为谁做的?
任何人都可以使用校准生成器工具,但它对自定义或修改stock打印机来说最有用。如果你有stock打印机,就可以轻松地使用已证明有效的设置,并且这些设置可以从Interweb周围的其他各种来源共享。
我们先来定义一些东西,并探讨一下什么是“缩回”。
首先,3D打印机将塑料丝通过加热的喷嘴加热,每次沉积一层塑料,而后让它逐渐形成一个物体。我相信大家都明白这一点。但是,并不是所有的移动都需要熔融塑料从喷嘴中流出。如果3d打印机在这些非挤压移动过程中仅停止推动细丝,则喷嘴会由于压力累积而渗出。这就是缩回发挥作用的关键地方了。缩回是指推动细丝通过加热喷嘴的电向后运行时,可以帮助减轻压力的情形。在这里,就要引入第一个基本参数了。
其次,需要将细丝回拉多远,我们称之为“缩回距离”。然后谈谈以什么速度,这称之为“缩回速度”。
那么,到目前为止,我们有了2个变量。缩回距离和速度。这两个变量对拉丝和渗出的影响最大,想要找到理想的组合是一个既耗时又很可能会让人沮丧的过程。
此外,喷嘴温度和零件冷却也会对此产生影响,我稍后会对此进行详细介绍。
最后,在创建以前的电子数据表之前,我会尝试将速度和距离与测试模型进行不同的组合。这是很耗时的,不过也能看得出校准生成器开始发挥作用了。它根据用户输入生成的g代码,系统地测试速度和距离不同的组合。
此外,还可以从反馈中测试出一些额外的参数。
源、安全性和其他操作系统
我使用Python和PyQT创建了该程序,并且没有对可执行文件进行签名。从当前的情况看,每年购买证书大约需要500美元。如果你有任何疑问,可以在Github上找到所有的源代码。请原谅我的代码较差,因为我不是程序员。我也试图为Ubuntu和macOS进行编译,但受限于专业技能不足便没有成功。也许下一步就是创建一个网站,从而真正能实现这一目标。
现在,它可以在Ubuntu 20.04上运行了,大家可以参考评论部分。
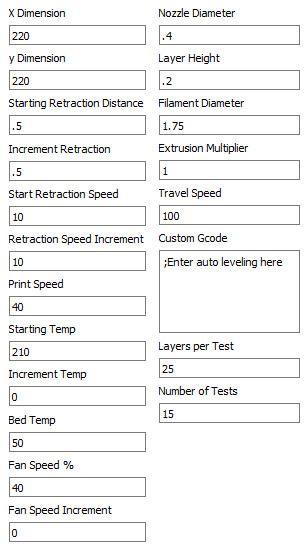
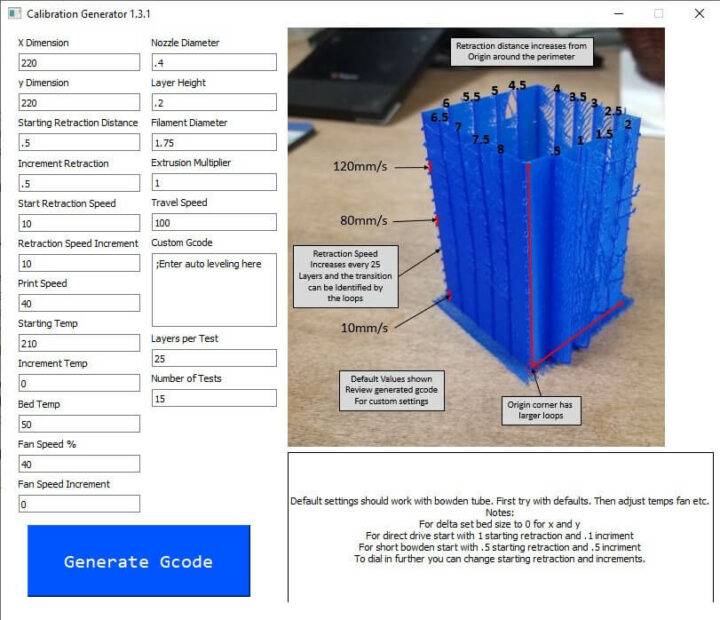
- X 维度:在此处输入打印机x大小。对于增量打印机设置为0。
- Y维度:在此处输入打印机的大小。对于增量打印机设置为0。
- 起始回缩距离:这是将以mm为单位进行测试的第一个回缩距离。
- 增量缩进:缩进距离,以毫米为单位添加到每个后续测试中。.5开始缩回距离和.5增量缩回的默认设置将生成可测试.5,1,5,2,2.5,3,3.5,4,4.5,5,5.5,6,6.5,7,7.5,8个缩回距离。
- 起始缩回速度:这是将要测试的第一个回缩速度。
- 缩进速度增量:缩进速度添加到每个后续测试中。默认设置为10个起始回缩速度和10个回缩速度增量,将生成测试10、20、30、40、50、60、70、80、90、100、110、120、130、140、150 mm / s回缩速度的gcode。
- 打印速度:打印速度,单位:mm / s
- 起始温度:以C为单位测试的第一个喷嘴温度
- 增量温度:以后每次测试的温度均以摄氏度为单位升高
- 床温:床温(摄氏度)
- 风扇速度%:将要测试的第一个风扇速度0-100%
- 风扇速度增量:添加到每个后续测试中的风扇速度,以%为单位
- 喷嘴直径:喷嘴直径(毫米) 层高:层高(毫米)
- 细丝直径:细丝直径(毫米)
- 挤出倍数:挤出倍数.9的挤出量会略少。 1.1会挤出更多一点
- 行驶速度:行驶速度(毫米/秒)
- 自定义Gcode:在此处添加任何自定义Gcode或自动床水准仪。
- 每个测试的层数:每个测试组的层数(影响印刷品的高度)
- 测试次数:测试次数(影响高度并影响要测试的回缩速度,喷嘴温度和风扇温度的数量)
设置完所有变量后,请按生成Gcode。就能将gcode保存在易于查找的位置,然后使用文本编辑器打开。
在查看 gcode 之前,让我们先来了解一下我们正在打印的内容。图片和动画GIF一般会有助于理解。
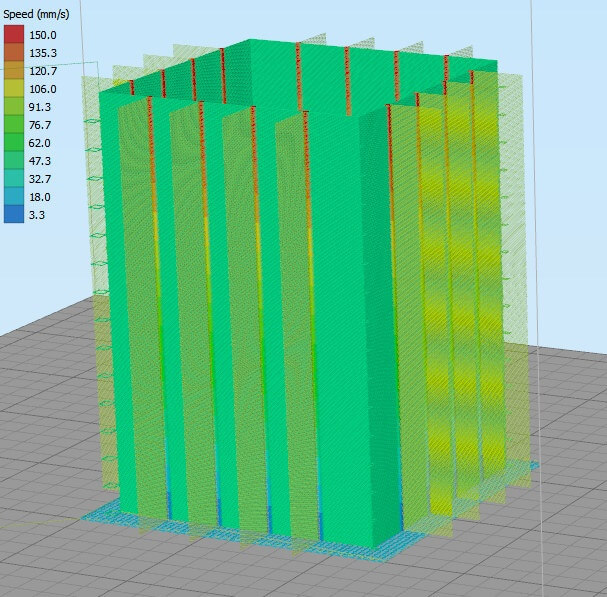
- 在每一个新测试的开始,都有一个循环;原点则有一个更大的循环
- 这些点指示缩回点的位置
- 每个新点的缩回距离会逐渐增加
- 以黄线表示非挤出运动
- 在上图中,你能看到当你上升到塔顶时,缩放速度就会增加
下面是一个默认情况下的示例,你之后需要它来识别最佳设置和分析打印。
|
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 |
Calibration Generator 1.3.1 ; ; ;Retraction Distance from the top looking down ; ; 6.00 5.50 5.00 4.50 ; | | | | ; ;6.50- -4.00 ; ; ;7.00- -3.50 ; ; ;7.50- -3.00 ; ; ;8.00- -2.50 ; ; | | | | ; 0.50 1.00 1.50 2.00 ; ; ;Variables by Height ; ;Height Retraction Nozzle Fan ; Speed Temp Speed ; ;25 layers 150.00 210.00 40.00 ;25 layers 140.00 210.00 40.00 ;25 layers 130.00 210.00 40.00 ;25 layers 120.00 210.00 40.00 ;25 layers 110.00 210.00 40.00 ;25 layers 100.00 210.00 40.00 ;25 layers 90.00 210.00 40.00 ;25 layers 80.00 210.00 40.00 ;25 layers 70.00 210.00 40.00 ;25 layers 60.00 210.00 40.00 ;25 layers 50.00 210.00 40.00 ;25 layers 40.00 210.00 40.00 ;25 layers 30.00 210.00 40.00 ;25 layers 20.00 210.00 40.00 ;25 layers 10.00 210.00 40.00 ; ; ;All inputs ; ;Dimension X 220 ;Dimension Y 220 ;Starting Retraction Distance 0.5 ;Increment Retraction 0.5 ;Start Retraction Speed 10.0 ;Retraction Speed Increment 10.0 ;Print Speed 40.0 ;Starting Temp 210 ;Increment Temp 0 ;Bed Temp 50 ;Fan Speed 40 ;Fan Speed Increment 0 ;Nozzle Diameter 0.4 ;Layer Height 0.2 ;Filament Diameter 1.75 ;Extrusion Multiplier 1.0 ;Layers Per Test 25.0 ;Number of Tests 15.0 ... |
按高度分列的变量显示每个测试层和测试次数的缩回速度、喷嘴温度和风扇速度。如果测试次数设置为 10,则会以 100mm/s 的回缩速度停止。从侧面查看此区域显示变量时,显示默认值。
第一部分是帮助确定缩回距离。该透视图是从上到下的视图,原点位于左下方0.5到8mm之间。开始回缩距离和增量回缩决定了要测试的回缩长度。显示默认值。
所有输入显示所有供输入变量仅供参考。
通过常规的方法是将gcode发送到用户的打印机。不过,我还没有使用Octoprint进行测试。
开放思维和设置
请以开放的思维和心态进入。请先尝试默认值,然后再偏离默认值,尤其是涉及打印温度和风扇速度方面,一定要这样操作。所有默认值均为 PLA,你需要针对其他材料进行相对应的调整。
直接驱动
一般来说,使用直驱打印机与Bowden式打印机相比,缩回距离相对会比较短。我建议将默认的.5增量回缩改为直接驱动器的.25增量回缩。
风扇转速
如果在打印时吹了很多风扇,我建议最好降低风扇速度。冷却虽然是一种比较容易的打印方式,但我觉得产生过多的空气容易影响打印效果。很抱歉,如果没有特殊工具,我也不知道怎么量化。就我的经验来看,风吹总比气流进入好。
喷嘴温度
根据我的经验判断,PLA细丝的最佳温度为210°C,PETG / ABS的最佳温度为235-240°C。该工具可根据材料和温度调节回缩。 到目前为止,我只需要偏离添加5°C的温度就可以消除残留的一缕缕细丝了。
警告和未知
上面的这一切听起来棒极了,但我们并不是生活在一个完美的世界。我和几个人分享了一些无法读懂且比较费解的结果。所有的测试看起来都是一样,但我不知道是固件问题还是校准问题,也有可能是g代码格式不正确,我使用打印机打印的效果非常明显,且易于阅读。在Sovol SV01上放大回缩点找到最佳速度上我的做法很严格。因此,我特意为此软件创建了一个Facebook组,如果你遇到类似这样的结果,可以加入Facebook组,欢迎大家分享经验并弄清楚为什么某些打印机要这样操作。
请注意,我只能使用了一部分打印机进行测试,所以我的经验仅限于这些打印机以及与我合作的十几个人。如果你有时间,你也可以在Facebook小组上分享你的经验。这大家来说,绝对是有的帮助。
过段时间,我会写另一篇文章,分享从Facebook小组获得的其他知识。
谢谢
在此,真的要向Gene大声致谢。没有他的帮助,我绝对不可能这么快就完成这件事。他在直播期间帮助我获得了程序设置的构建模块。
下面是指向Windows版本的校准生成器工具的链接。
祝大家都能有愉快地打印体验!

文章翻译者:Nicholas,技术支持工程师、瑞科慧联(RAK)高级工程师,深耕嵌入式开发技术、物联网行业多年,拥有丰富的行业经验和新颖独到的眼光!